Motivation and objectives
Tailored forming components such as the hybrid demonstrators investigated (shafts, bearing bushes, bevel gears) are exposed to cyclic loads during operation. Due to the bonding zones, which represent potential weak points and thus a possible failure location under cyclic loading, it is necessary to consider the tailored-forming specific fatigue behavior. The fatigue mechanisms are investigated as a function of the heat treatment condition on hybrid steel-aluminium specimens with the aim of developing heat treatment strategies to increase the service life. The knowledge gained in the first funding period on the formation, growth and static-mechanical properties of the intermetallic interlayer and the knowledge gained from composite samples on increasing the service life by means of suitable heat treatment strategies will finally form the basis for the heat treatment of complex demonstrator components in accordance with their service life. In addition, the heat treatment of continued or novel demonstrator components and material combinations will be designed and performed.
Results
For the heat treatment of the aluminium component, the objective was to achieve a T6 state in which an increase in strength is achieved by producing finely divided precipitates. During solution annealing, the very brittle intermetallic phase formed between the steel and aluminium during manufacture grows and this has a negative effect on the mechanical properties. To prevent this, the solution annealing temperature has been lowered and the solution annealing time minimized. This allowed the tensile strength to be increased compared to the initial state and the intermetallic phase to be kept as thin as possible.
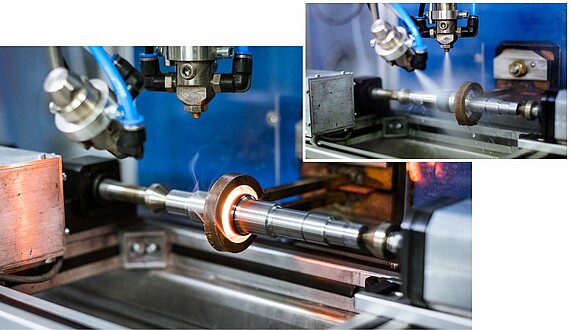

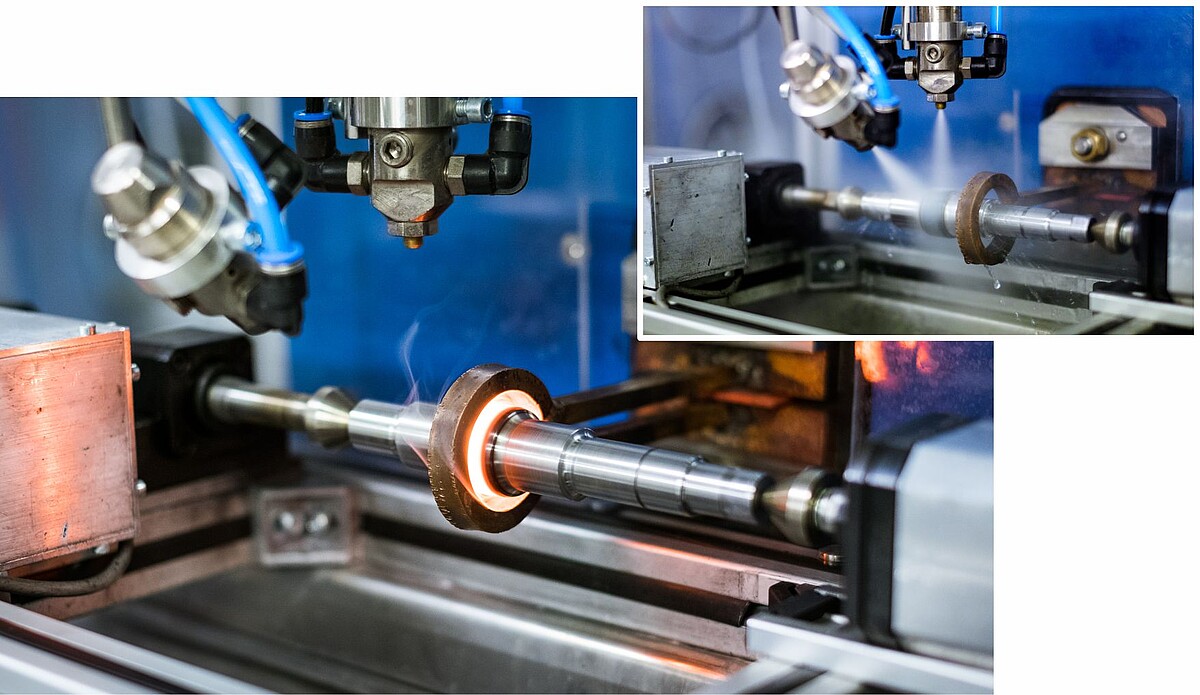
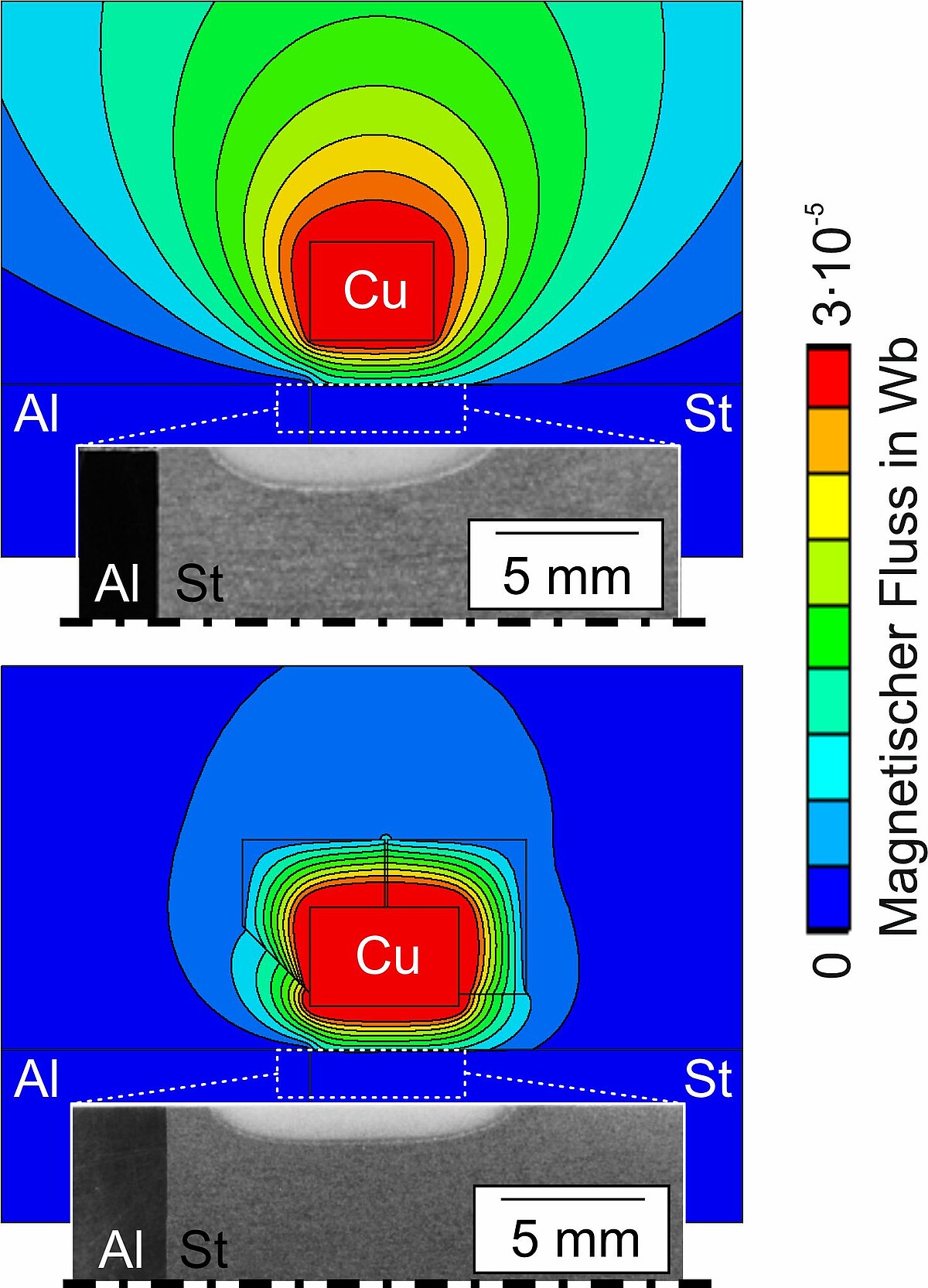
For the heat treatment of the steel components, a temperature control system with an induction heating unit and an air-water spray cooling unit (Figure 1) was developed and constructed. This enables surface hardening of the steel component near the bonding zone without the aluminium component melting. By using an adapted field former (Figure 2), a more homogeneous hardness could be produced and the distance to the bonding zone reduced.


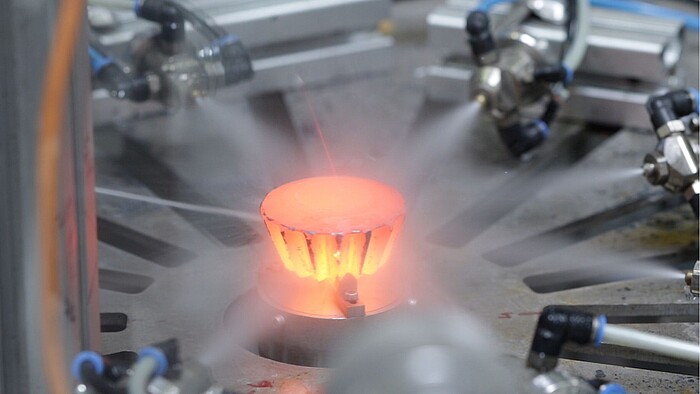
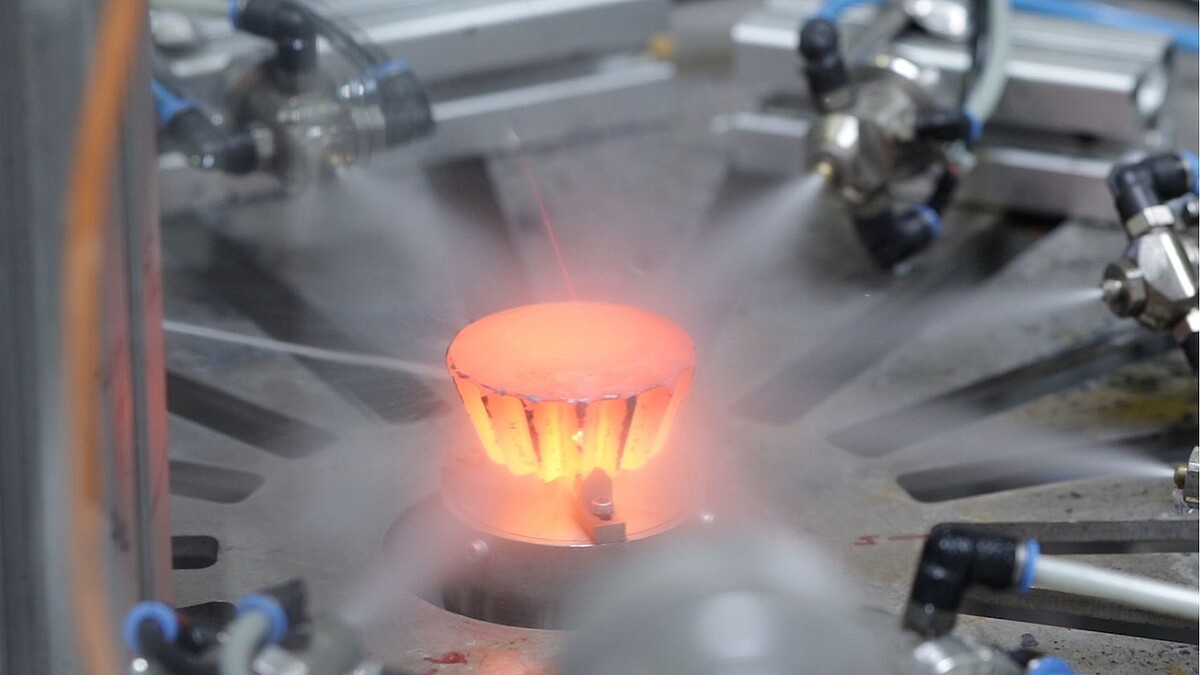
Furthermore, a process-integrated heat treatment for bevel gears could be realized (Figure 3). This involves process-integrated surface hardening of bevel gears in which the self-tempering temperature is controlled by air or air-water spray cooling. By varying the quenching time and self-tempering temperature it is possible to set defined mechanical properties.

Current work and outlook
In the further course of the project, fatigue experiments will be carried out on friction welded and heat treated steel-aluminium samples as well as on formed and subsequently heat treated steel-aluminium samples. It will be investigated for which heat treatment conditions of the aluminium alloy a failure occurs in the intermetallic phase seam or in the area of the aluminium material base material as a result of cyclic loading. Then the local deformation behaviour at the boundary layer between the steel and the aluminium will be investigated in order to gain a detailed understanding of the effective fatigue mechanisms. In addition, it will be investigated whether the displacement of the failure location is possible by targeted local softening. Suitable strategies for the heat treatment of the demonstrator components and material combinations newly added in the second funding period will also be developed.
Publications
Subproject leader


30823 Garbsen
30823 Garbsen
Staff


30823 Garbsen





