Motivation und Zielsetzung
Die Zerspanung beeinflusst als oberflächen- und randzonenbestimmender Schritt der Prozesskette maßgeblich das Einsatzverhalten von Massivbauteilen. Die Prozessplanung beschränkt sich heute zumeist auf die Einhaltung von Form- und Lagetoleranzen sowie von Rauheitswerten. Weitere funktionsbeschreibende Oberflächen- und Randzonenmerkmale sind derzeit nur von untergeordneter Bedeutung. Eine funktionsangepasste Prozessplanung besitzt somit erhebliches Potenzial zur Verbesserung der Bauteilfunktionalität und –lebensdauer. In der Konstruktion werden heute der Einfluss der Fertigung auf das spätere Einsatzverhalten und die damit verbundenen Potenziale kaum berücksichtigt, da die Möglichkeiten und Grenzen der Randzonenbeeinflussung durch den finalen Bearbeitungsschritt dem Konstrukteur nicht vollständig bekannt sind. Grundlage hierfür sind Modelle, die den Einfluss der spanenden Bearbeitung auf die Oberflächen- und Randzoneneigenschaften sowie deren Einfluss auf das Einsatzverhalten prognostizieren. Derzeitige Modelle berücksichtigen nur in unzureichendem Maße die Wechselwirkungen zwischen Bauteiltopografie und Randzone einerseits sowie dem Einsatzverhalten andererseits. Eine umfassende Berücksichtigung dieser Eigenschaften in der Bauteilkonstruktion zur Optimierung des Bauteileinsatzverhaltens und seiner Lebensdauer ist bisher nicht existent. Insbesondere bei hybriden Bauteilen besteht Forschungsbedarf hinsichtlich der Möglichkeiten und Grenzen der Beeinflussung des Einsatzverhaltens durch spanende Fertigungsverfahren. Das übergeordnete Gesamtziel lautet daher, eine Methode zur Prozessplanung der spanenden Fertigung zum Einstellen funktionsspezifischer Oberflächen- und Randzoneneigenschaften hybrider Bauteile zu schaffen.
Ergebnisse
In der ersten Förderperiode wurden die grundlegenden Zusammenhänge der Oberflächen- und Randzonenbeeinflussung durch spanende Fertigungsverfahren an Beispielwerkstoffen für eine funktionsorientierte Prozessplanung untersucht (Abb. 2).
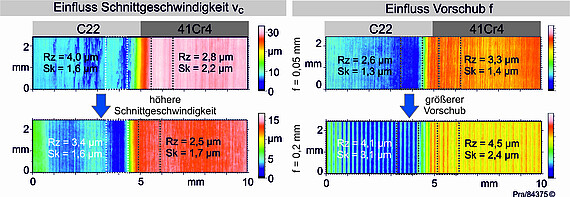
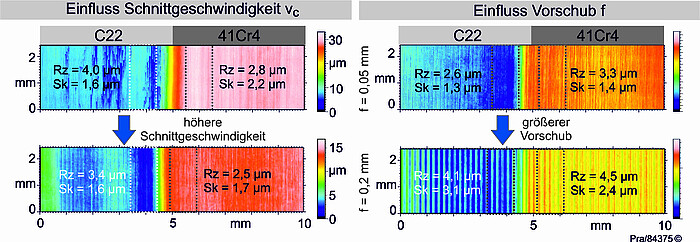
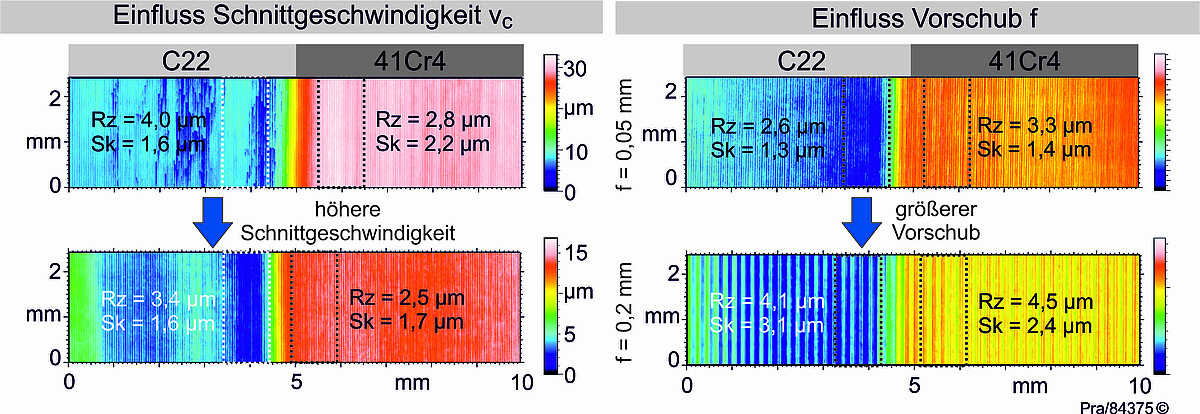
Eine besondere Herausforderung stellte die Analyse der Randzoneneigenschaften im Bereich des Werkstoffübergangs in hybriden Bauteilen dar. Daher war eine Kombination aus experimentellen und simulationsbasierten Arbeiten erforderlich. Die der Spanbildung und der Oberflächenentstehung zugrunde liegenden Effekte sowie die resultierende Gefügebeeinflussung und die Eigenspannungsentstehung wurden zunächst an den Einzelwerkstoffen erschlossen und anschließend auf hybride Bauteile übertragen. Die zerstörungsfreie energiedispersive röntgenographische Methode zur Messung von Eigenspannungstiefenverläufen bis zu einer werkstoffspezifischen Informationstiefe kann in einer Laborumgebung angewandt werden. Die signifikanten Prozesseingangsgrößen, die die Oberflächen- und Randzoneneigenschaften sowohl im Monowerkstoff als auch im Werkstoffübergangsbereich beeinflussen, wurden identifiziert. Die Eigenspannungen werden hierbei maßgeblich durch die Schneidkantenmikrogeometrie bestimmt, während Oberflächenrauheiten auch signifikant durch den Vorschub beeinflusst werden (Abb. 3).
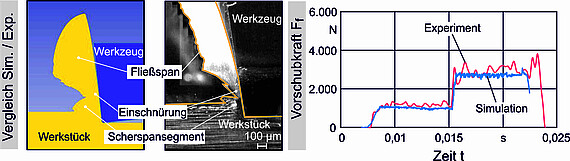
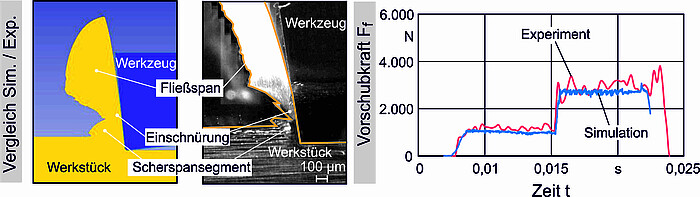
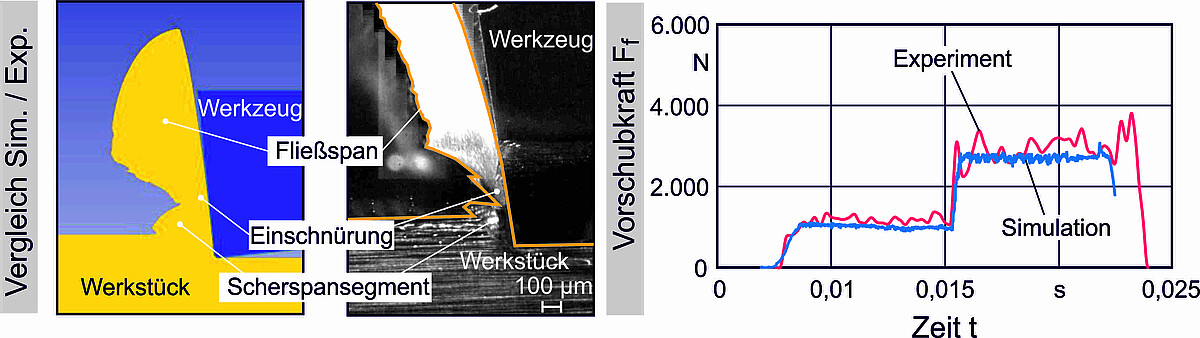
Durch eine Spanbildungssimulation wurden thermische und mechanische Spannungsfelder dargestellt und maximal aufretende Temperatur- und Spannungseffekte in Abhängigkeit der Prozessstellgrößen identifiziert (Abb. 4). Eine Korrelation zwischen diesen Effekten und den resuliterenden Randzoneneigenschaften wurde nachgewiesen. Biegeumlaufversuche sowie Wälzfestigkeitsuntersuchungen in Zusammenarbeit mit dem Teilptojekt C03 ermöglichten die Identifikation von lebensdauerbestimmenden Oberflächen- und Randzoneneigenschaften. Die mit den Teilprojekten A01 und A02 gemeinsam durchgeführten Materialcharakterisierungen bilden die Basis eines prozessübergreifenden Verständnisses der aus der Herstellung resultierenden Bauteileigenschaften.
Aktuelle Arbeiten und Ausblick
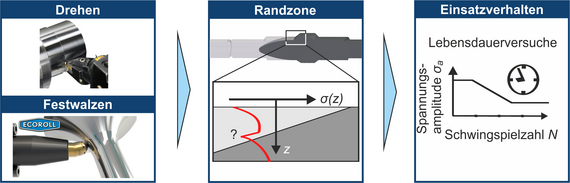
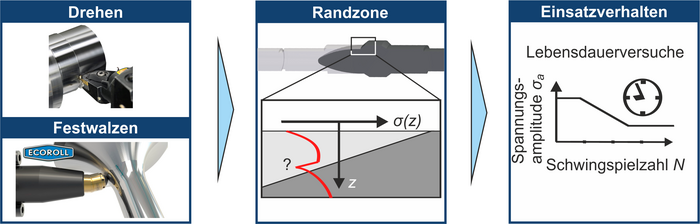
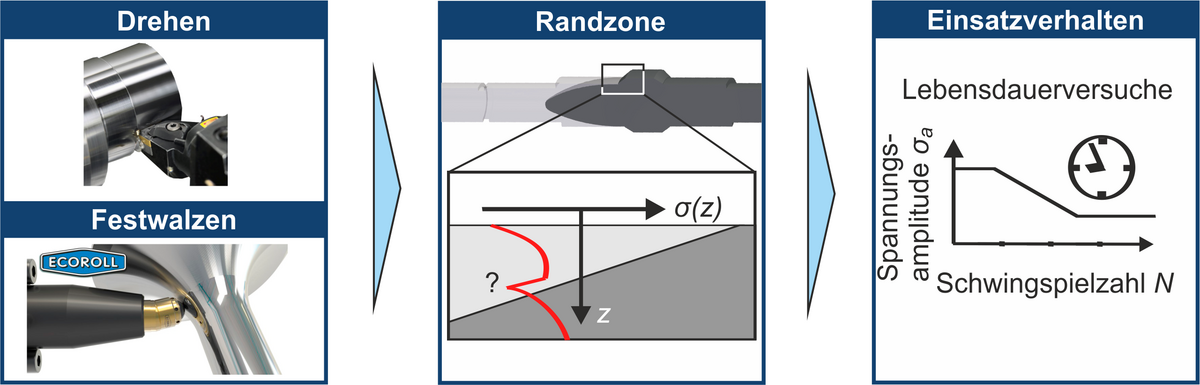
In der zweiten Förderperiode werden die Untersuchungen bezüglich des Einflusses von Randzoneneigenschaften auf Strukturfestigkeit und Lebensdauer von hybriden Bauteilen vertieft (Abb. 5). Aus den Ergebnissen der ersten Förderperiode und dem Gesamtziel des Teilprojekts B04 ergeben sich einerseits technologische Fragestellungen hinsichtlich der Methodik der belastungsangepassten Prozessplanung, andererseits existieren offene Aspekte hinsichtlich der Vertiefung und Integration der Erkenntnisse auf neue Werkstoffkombinationen sowie das Einsatzverhalten. Zum Einstieg in das Verständnis der Zusammenhänge zwischen Werkstoffbelastung und -modifikation eignet sich das Festwalzen in besonderem Maße, da hier ein Prozess mit hauptsächlich mechanischer Werkstoffbelastung vorliegt. In der Nähe der Übergangsbereiche (Fügestellen) hybrider Bauteile, oder auch lokal angepasst bei Bauteilen aus einem Monomaterial, ist es erforderlich, den Walzdruck hochdynamisch anzupassen. Bisher eingesetzte Walzwerkzeuge sind für diese Anwendung zu träge. Daher wird eine Werkzeugneuentwicklung vorangetrieben, die die erforderliche dynamische Druckvariation liefert. Zur Vergrößerung des Eigenschaftsfensters bezüglich Rauheit und Eigenspannungen wird zunächst der Festwalzprozess bei hybriden Proben angewandt.
Für ein gefordertes Einsatzverhalten müssen günstige werkstoffspezifische Eigenspannungstiefenverläufe sowie optimale Eigenspannungen in der Fügezone ermittelt werden. Es ist zu untersuchen, ob Eigenspannungen in tieferen Bauteilbereichen die Strukturfestigkeit fließgepresster Wellen erhöhen. Ausgehend vom Festwalzprozess wird eine inverse Prozessmodellierung mit der Startgröße „Lebensdauer“ durchgeführt. Für den erfolgreichen Abschluss des Vorhabens ist die interdisziplinäre Zusammenarbeit mit den anderen Teilprojekten des SFBs von entscheidender Bedeutung.
Veröffentlichungen
Teilprojektleitung


30823 Garbsen
30823 Garbsen


30823 Garbsen
30823 Garbsen
Teilprojektbearbeitung
30823 Garbsen
30823 Garbsen





